PHARMACEUTICAL AND CHEMICAL INDUSTRIES



Your Benefits
with DAMBACH Lagersysteme
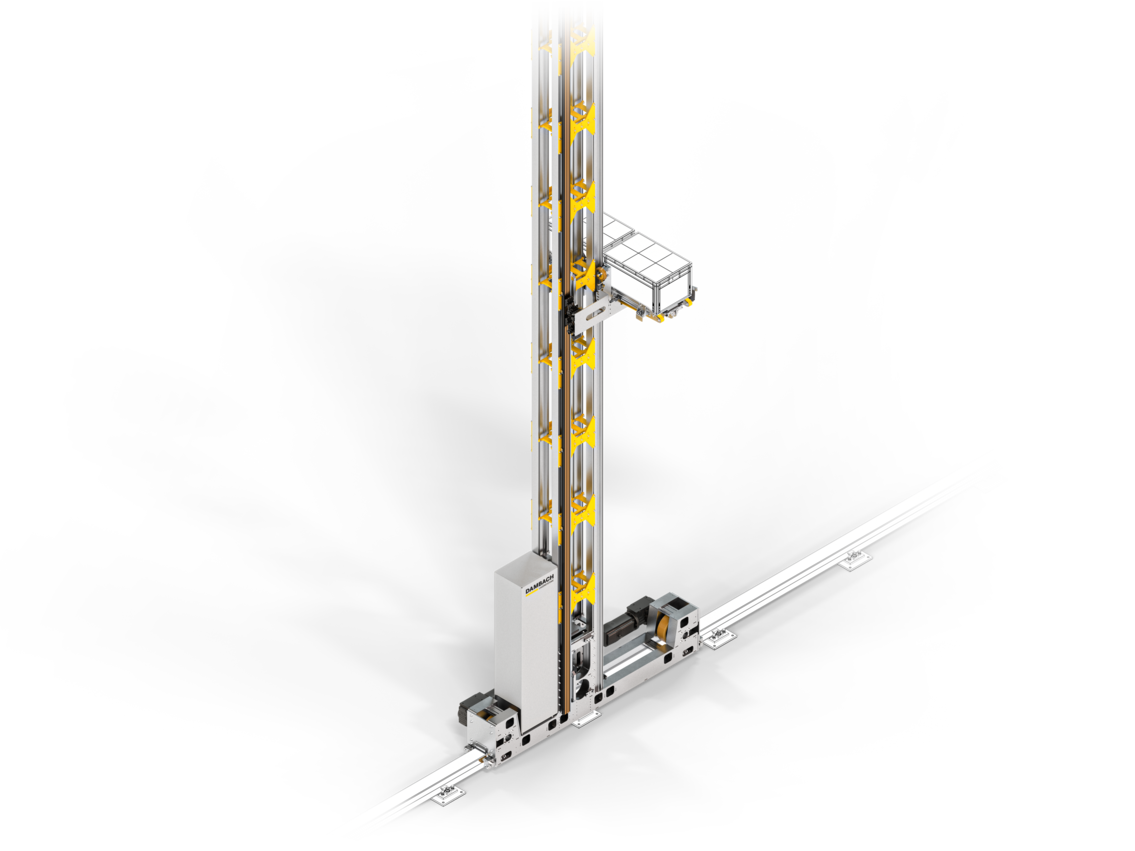
The pharmaceutical and chemical industries place the highest demands on precision, hygiene, and availability. DAMBACH Lagersysteme provides the technical foundation for this—reliable, energy-efficient, and tailored to the specific requirements of your industry.

Other Industries
Food, Beverages, Frozen Foods
Automated storage systems for dry goods, fresh produce, and frozen foods down to –30 °C.
Industry
Automated production and distribution warehouses that are scalable and can be integrated into existing structures.
Paper, Cardboard, and Wood
Rugged storage and retrieval machines and specially designed load handling devices for the paper industry.
Automotive
Storage and retrieval machines (SIR-machines) for car bodies, tires, and special workpiece carriers. Over 250 projects completed worldwide.
E-commerce and Contract Logistics
High throughput and fully automated order-picking processes for mail-order businesses and contract logistics.
Heavy-duty
Storage and retrieval machines with a capacity of up to 12 metric tons for the heaviest loads in demanding environments.